| 型號(hào) | 1500*1500 |
| 表面處理 | 0 |
| 材質(zhì) | 鑄鐵 |
| 公差 | 0.001 |
| 品牌 | 中鑄 |
| 加工定制 | 是 |
| 加工周期 | 4-7天 |
| 砂型鑄造種類 | 粘土干砂型 |
| 特種鑄造種類 | 消失模鑄造 |
| 成型工藝 | 低壓鑄造 |
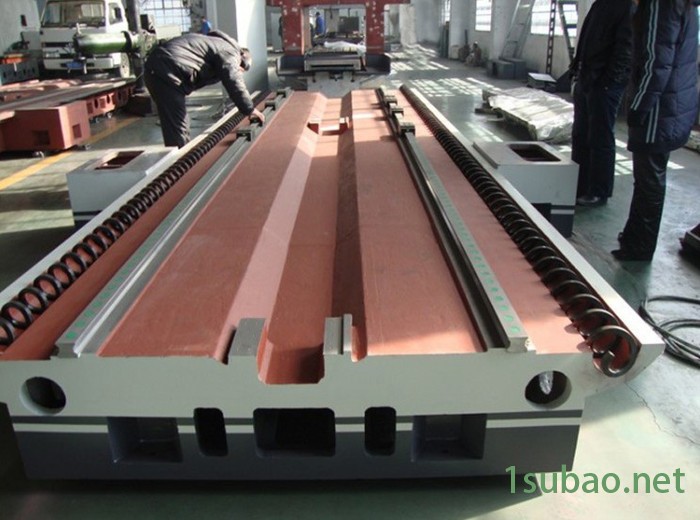
機(jī)床鑄件包括床身��、工作臺(tái)�、立柱�����、龍門頂�����、連接梁����。
機(jī)床鑄件材質(zhì)均為**細(xì)膩的灰口鑄鐵HT200-300**的配比,更高的抗拉抗彎強(qiáng)度��,國(guó)際流行的熱處理工藝��,使鑄件應(yīng)力變形減少到**小度��。長(zhǎng)久使用更趨于穩(wěn)定。
影響機(jī)床鑄件質(zhì)量的因素很多:
1.是大型機(jī)床鑄件的設(shè)計(jì)工藝性��。進(jìn)行設(shè)計(jì)時(shí),除了要根據(jù)工作條件和金屬材料性能來(lái)確定機(jī)床鑄件幾何形狀�、尺寸大小外,還必須從鑄造合金和鑄造工藝特性的角度來(lái)考慮設(shè)計(jì)的合理性,即明顯的尺寸效應(yīng)和凝固���、收縮��、應(yīng)力等問(wèn)題����,以避免或減少鑄銅件的成分偏析�����、變形���、開(kāi)裂等缺陷的產(chǎn)生。
2.要有合理的鑄造工藝。即根據(jù)鑄件結(jié)構(gòu)、重量和尺寸大小�����,鑄造合金特性和生產(chǎn)條件�,選擇合適的分型面和造型�����、造芯方法�,合理設(shè)置鑄造筋����、冷鐵、冒口和澆注系統(tǒng)等��。以保證獲得**鑄件。
3.是鑄造用原材料的質(zhì)量���。金屬爐料����、耐火材料����、燃料、熔劑���、變質(zhì)劑以及鑄造砂����、型砂粘結(jié)劑����、涂料等材料的質(zhì)量不合標(biāo)準(zhǔn)����,會(huì)使機(jī)床鑄件產(chǎn)生氣孔、針孔��、夾渣��、粘砂等缺陷����,影響鑄件外觀質(zhì)量和內(nèi)部質(zhì)量���,嚴(yán)重時(shí)會(huì)使鑄件報(bào)廢���。
4.是工藝操作,要制定合理的工藝操作規(guī)程���,提高工人的技術(shù)水平���,使工藝規(guī)程得到正確實(shí)施。
床身鑄件(大型機(jī)床鑄件)的優(yōu)點(diǎn):
1�、樹(shù)脂砂型剛度好,澆注初期砂型強(qiáng)度高����,這**有條件利用鑄鐵凝固過(guò)程的石墨化膨脹,有效地消除縮孔��、縮松缺陷��,實(shí)現(xiàn)灰鐵鑄鐵����、球墨鑄鐵件的少冒口�、無(wú)冒口鑄造��。
2���、實(shí)型鑄造生產(chǎn)中采用聚苯乙烯泡塑模樣��,應(yīng)用味喃樹(shù)脂自硬砂造型(鏜銑床工作臺(tái))���。當(dāng)金屬液澆入鑄型時(shí)�,泡沫塑料模樣在高漫無(wú)邊際金屬液作用下迅速氣化���,燃燒而消夫���,金屬液取代了原來(lái)泡汪塑料所占據(jù)的位置,冷卻凝固成與模樣形狀相同的實(shí)型鑄件��。
3����、相對(duì)來(lái)說(shuō),消失模鑄造對(duì)于生產(chǎn)單件或小批量的汽車覆蓋件���,機(jī)床床身等大型模具袍之傳統(tǒng)砂型有很大優(yōu)勢(shì)��,它不但省去了昂貴的木型費(fèi)用�,而且便于操作���,縮短了生產(chǎn)周期����,提高了生產(chǎn)效率,具有尺寸精度高���,加工余量小��,表面質(zhì)量好等優(yōu)勢(shì)。
機(jī)床鑄件的涂裝工藝技術(shù)要求:
1經(jīng)過(guò)機(jī)械加工后的床身鑄件��,涂漆前必須用金屬清洗劑或潔凈的工業(yè)汽油進(jìn)行淋洗或刷洗����,確保徹底清除表面的油污和其他污物��。
2.底漆刷涂或噴���、浸要均勻���,底漆在使用前必須充分?jǐn)嚢杈鶆颍♂屩吝m當(dāng)?shù)哪甓仍龠M(jìn)行涂抹��。
3.機(jī)床床身涂裝前要對(duì)床身鑄件進(jìn)行檢查�����,對(duì)表面凹凸不平處要使用工具進(jìn)行修整�����,表面的污物要予以清除�。
4.采用水磨技術(shù)進(jìn)行打磨,為防止機(jī)床鑄件經(jīng)過(guò)加工的表面生銹����,需要采用防銹水進(jìn)行打磨。
5.填充鑄件凹陷的原子灰要按照產(chǎn)品的使用說(shuō)明加入適量的固化劑�,使用前必須充分?jǐn)嚢杈鶆颉?
6.在**一到膩?zhàn)哟蚰デ謇砀蓛艉螅枰獓娡窟^(guò)氯乙烯第二道底漆�����,這樣可以提高漆膜的平整度�����,提高漆膜的光澤���。
大型機(jī)床鑄件的鑄型分型面選擇得正確�,可以簡(jiǎn)化造型操作,提高勞動(dòng)生產(chǎn)率�,使鑄件尺寸準(zhǔn)確,減少?gòu)U品等�����。
在選擇鑄型分型面時(shí)��,一般應(yīng)注意下面幾點(diǎn):
1.盡量把大型機(jī)床鑄件的大部分或全部放在下型內(nèi)�����,這樣可將主要的泥芯放在下型�,便于泥芯的安放和檢驗(yàn),還可使上型的高度減低�,便于合箱。是鑄件分型面的選擇����,它將鑄件全部放在下型,避免錯(cuò)箱�����,保證鑄件質(zhì)量����。
2.應(yīng)使鑄件的加工面及加工基準(zhǔn)面,放在同一個(gè)鑄型內(nèi)���。在機(jī)械加工時(shí)����,鑄件上部的方頭 ( 夾具夾緊處〉是作為外困表面車削螺紋的基準(zhǔn)�,由于加工面與加工基準(zhǔn)面都處在同一個(gè)上型內(nèi),從而減少因錯(cuò)箱造成 的加工余量不夠����。
3.當(dāng)機(jī)床鑄件的加工面很多,又不可能都與基準(zhǔn)面放在分型面的同一側(cè)時(shí)����,則應(yīng)盡量使加工的基 準(zhǔn)面與大部分的加工面放在分型面同一側(cè)。
4.應(yīng)使鑄模容易從鑄型中取出���,并盡量減少活塊模���、高大的吊砂和彎曲的分型面等。
5.盡量減少泥芯的使用���。這樣可以省去制造和安放泥芯的工作�,也可減少由此造成的誤差及產(chǎn)生的披縫,降低鑄件的制造成本��。
6.鑄件的的不加工表面應(yīng)盡量避免有披縫��。在套筒不加工的外圓表面上看不到披縫 , 提高了鑄件的外觀質(zhì)量����。
7.鑄型的的分型面,應(yīng)盡量能與澆注位置一致�。這樣可避免合箱后,再翻動(dòng)鑄型���。因翻箱操作是一個(gè)很繁重的工作�����,同時(shí)在翻動(dòng)大型鑄件鑄型時(shí)�����,可能使泥芯的位置發(fā)生移動(dòng)����,影響鑄件的精度或造成缺陷。





員")



 生成海報(bào)
生成海報(bào)
床附件LAMINA導(dǎo)柱銷售LBBM-60-x-30")
床附件有限公司按圖紙定制手推自卸式集屑車足厚3.0冷軋鋼板承重1噸重型鐵屑車")


304不銹鋼固定腳,設(shè)備調(diào)節(jié)腳,蹄腳,超重型調(diào)整腳,機(jī)床附件支撐腳,金屬調(diào)節(jié)")
株洲硬質(zhì)涂層數(shù)控刀片 鎢**頭 機(jī)床附件仿形刀頭")
床附件有限公司廠家促銷 設(shè)計(jì)生產(chǎn)手推自卸翻斗車 排屑機(jī)專用集屑車 接料小車結(jié)實(shí)耐用")
床附件有限公司廠家廠價(jià)直銷 支持來(lái)圖紙定做 鏈板式排屑機(jī) 除屑機(jī) 排屑設(shè)備商家主營(yíng)")
床附件靜音式精密線性模組KK8610C-540A1-F0 軸承鋼線性模組")

